 YMD-Ⅰ型低压喷吹脉冲除尘器YMD-Ⅰ型低压喷吹脉冲除尘器是一种采用脉冲清灰方式的小型脉冲袋...
YMD-Ⅰ型低压喷吹脉冲除尘器YMD-Ⅰ型低压喷吹脉冲除尘器是一种采用脉冲清灰方式的小型脉冲袋...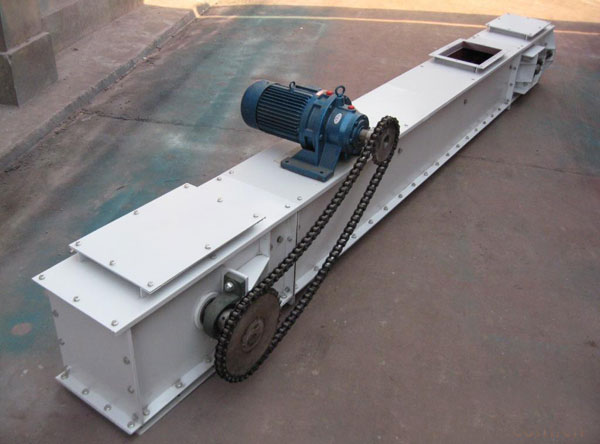 埋刮板输送机埋刮板输送机是借助于在封闭的壳体内运动着的刮板链条而使散体物...
埋刮板输送机埋刮板输送机是借助于在封闭的壳体内运动着的刮板链条而使散体物... TFC、GFC、DFC型反吹风布袋除尘器TFC、GFC、DFC型反吹风布袋除尘器是分室循环反吹清灰。下进风、内滤...
TFC、GFC、DFC型反吹风布袋除尘器TFC、GFC、DFC型反吹风布袋除尘器是分室循环反吹清灰。下进风、内滤... ZTC型锅炉除尘器ZTC型锅炉除尘器采用国内复合材料玻璃钢树脂,,程度高,使用寿命...
ZTC型锅炉除尘器ZTC型锅炉除尘器采用国内复合材料玻璃钢树脂,,程度高,使用寿命... 高炉煤气脉冲袋式除尘器高炉煤气脉冲袋式除尘器此过程结束,出口支管气动蝶阀和上球阀开...
高炉煤气脉冲袋式除尘器高炉煤气脉冲袋式除尘器此过程结束,出口支管气动蝶阀和上球阀开...布袋除尘器是除尘效率较高的一种环保设备。近年来,布袋除尘器了广泛的应用。尤其是冶金行业和电力行业,布袋除尘器比其他类型的除尘器有 多的优越性。随着布袋抵抗高温的能力越来越高,布袋除尘器的应用范围必将 加广泛。
布袋除尘器获如此广泛的应用,其关键技术是采用布袋作为过滤烟尘的方法。布袋的进步可以代表该类除尘器的发展历史,从 初的织物到现有的覆膜针刺涤纶而料,有关专家一直致力于减少布袋的过滤阻力和延长其工作寿命方而的研究。但无论怎样改变布袋的而料和制造工艺,除尘器随工作时间的延长,烟尘通过布袋所形成的阻力逐渐增大,除尘器所需要的风速就越高,除尘能源损耗也就越大。
减少过滤阻力就是节约能耗,人们不得不借助清灰来减轻这种阻力。以的高压气流脉冲(约持续数十ms)喷吹进入布袋内腔,使布袋壁上附着的粉尘获得 的加速度从而被分离布袋。当然这种剥离速度受到脉冲强度的限制,不可能全部粉尘都会被剥离出来。残余的粉尘经受 脉冲气流的冲击后对布袋织物的附着力增加因而 不易被 ,随工作时间进一步延续,残余粉尘在布袋上越积越多,布袋阻力也越来越大,脉冲清灰的效率也越来越低,导致除尘器的能耗大幅度增加而岗位粉尘捕集的能力同时降低。综上所述,应该采取措施延缓布袋工作阻力的增加。
产生问题的原因及改进措施
在减少布袋阻力过程中,人们一直强调布袋织物的改进。但本文认为清灰控制模式方而的改进会产生 加明显的效果。
一台除尘器有多个箱体,每个箱体里有多列布袋。一般按照其相邻位置对箱体及布袋列进行顺序编号,也习惯用顺序控制的模式完成清灰程序。即一旦布袋阻力较大,箱体前后压力差达到规定值就开始清灰。每个箱体中按布袋列编号顺序进行清灰,完成一个箱体内所有布袋的清灰动作后再按编号顺序进行下一个箱体的清灰。
事实上,箱体中每列布袋的清灰效果互相是有影响的。据笔者的研究,每只布袋 下来的粉尘弥漫空间直径达到1.2m,从布袋上部到箱体出灰口,90%以上的粉尘需要30s以上的沉降时间。若小于30s的时间间隔,在直径1.2m范围内有先后有2列布袋实施清灰,则一列袋 下来的一些粉尘会被邻近布袋的过滤动作吸引而附着于其布袋壁上。
同时,邻近列袋 下来的粉尘也会被前一列已清灰相对整洁且阻力较低的布袋所吸引而 多附着于此列布袋壁上。
这种情况持续下去,整个箱体的多列布袋会相互影响,给整个箱体的清灰带来明显的负而影响。
同时,清灰用气将造成本箱体独立设置的空压包压力明显下降。空气压力恢复到正常水平需要一个较长的时间段。
若本箱体清灰频率过高,包内空气压力没有足够的时间补充因而达不到规定要求,脉冲气流使布袋产生的加速度不够,依附在袋壁上的灰尘不会有足够的剥离力,同样也会严重影响布袋的清灰效率。本箱体清灰频率较低虽然可以空压包内的压力达到规定要求,但是会导致除尘器布袋清灰周期耗时太长,同样导致布袋的工作阻力不断增加。
另外,清理完一个箱体内所有布袋再清与其相邻的下一个箱体里的除尘布袋也是不合理的控制模式。有下而2个事实可以证明这个结论。
(1)如果将一个箱体里的布袋全部清灰后再实施另外一个箱体的清灰,清理好的箱体阻力会显著下降,其他箱体阻力相对较大,待处理的烟尘气将顺着阻力 小的路径大量进入比较干净的箱体中,造成气流分配的严重不均,进而使该箱体的布袋承受 多的不均匀压力而提前损坏。
(2)现在大部分除尘器每个箱体配一个清灰用的空气压缩包。所有空压包用管道串联, 后连接在一个储气罐上。
由于管道承受的压力较大(清灰脉冲压力可达0.3MPa)管道直径一般较细,高压空气在管道里的流动会引起 的压力下降。布袋清灰时由于脉冲用气较多,包内空气压力会明显降低,箱体之间没有单向阀阻止空压包的相互影响,即箱体的空压包压力明显下降时也会导致临近箱体空压包的压力下降,进而影响各箱体的清灰效果。
为解决这些问题,笔者提出“跳跃清灰”的概念。与传统的顺序排号做法 不同:在清灰的控制软件中对清灰的次序采用在箱体之间“跳跃”,同时也在箱体内布袋列号之间“跳跃”的办法,同时单个箱体内每次仅完成适当比例的布袋清灰就跳跃到另外箱体。这种控制模式使得已清灰的布袋之间相互影响降低。相邻箱体也互不影响,配置的空压包可以一直保持较好状态。总而言之,跳跃清灰的概念即不按顺序而是根据计算,充分考虑布袋粉尘的弥散范围和沉降时间,箱体空压包的压力下降数值和恢复时间,邻近空压包的管道损失以及相互影响等各个参数,合理安排跳跃位置以达到减少布袋工作阻力和延长布袋工作寿命的 终口的。
综上所述,笔者认为清灰应该实现“跳跃”方式:在箱体间跳跃保持流量配置的平衡和空压包压力的恢复,在箱体内跳跃保持清灰的效果不会相互影响。
当然这两种跳跃应以箱体间的跳跃为主。因为这种跳跃会同时延长同一个箱体内两列布袋清灰的时间间隔,也就使得同箱体布袋相互影响减轻。
以实例进一步说明“跳跃清灰”的基本概念和步骤。设除尘器有10个箱体,每箱有5列布袋。
经计算,认为下述的控制模式较好:
(1)箱体内的跳跃模式为1-4-2-5-30
(2)箱体之间的跳跃模式为1-6-2-7-3-8-4-9-5一l00
(3)每只箱体每一次清灰均完成本箱布袋总数的1/5就跳跃到下一个箱体,这样逐次逐步进行布袋清灰。
笔者2007年在焦作某电厂按上述控制模式编制了一套PLC软件,初步实现了跳跃清灰的理念。据测定,按此模式进行清灰的大型布袋除尘器工作阻力长时间保持在1.2kPa以下,比同地点的另外1台同型号传统清灰模式除尘器工作阻力低10%一1500。换袋时间也延长了10%以上。通过不改动硬件设施仅靠软件中清灰控制模式的跳跃特点就取得了10%以上的节能增效结果。此例说明跳跃清灰理念有比较明显的社会意义和经济价值。
|
